У настоящего хозяина всегда много различного инструмента, который он использует для своего дома и участка. И он, безусловно, сможет сделать трубогиб для профильной трубы своими руками по размерам и чертежам, которые мы предоставим ниже. Такие конструкции могут быть разными, и мы не сможем охватить их все, но предоставленного материала вам будет достаточно.
Самодельный трубогиб
Купить в магазине или сделать самостоятельно

Профильный трубогиб «Геркулес»
Тот , который вы можете купить в магазине, может иметь разный тип привода и разный принцип действия, но это не всегда это хорошо. Во-первых, для работы на нём нужен определённый опыт, во-вторых, такие приспособления имеют высокую стоимость. По этим причинам изготовление самодельного трубогиба из подручных материалов не только выгодно, но и практично, так как при сборке инструмента вы будете знать малейшие нюансы его работы.
Для чего нужен трубогиб

Основные элементы станка
На сегодняшний день профильные трубы разного поперечного сечения является самым востребованным металлоизделием. Из них делают каркасы и обрешётки, заборы и перила, с их помощью расширяют балконы и даже строят различные архитектурные сооружения в виде пристроек или отдельных помещений. Но не всегда в строительстве используются резкие повороты – иногда нужен и плавный переход и в этих случаях без трубогиба никак не обойтись. Как правило, подобный станок позволяет выгнуть профиль до угла 180⁰, то есть, устройство позволяет сделать окружность.
Основные элементы конструкции

Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?

Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.

Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
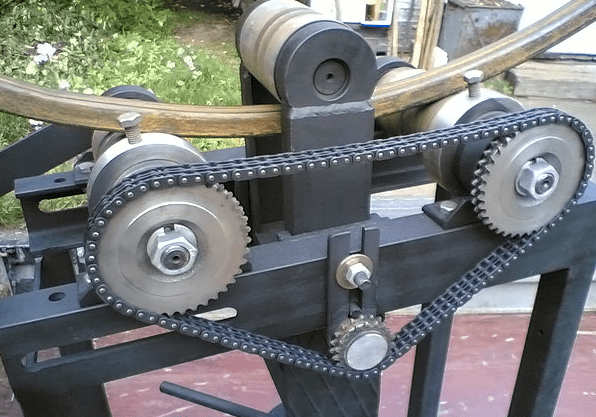
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма

Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления

Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Гидравлический трубогиб

Механизм с гидравлическим приводом
Чтобы сделать гидравлический для профильной трубы своими руками по готовым размерам и чертежам, придётся затратить намного больше труда и ресурсов. Тем не менее, сделать его можно и мы сейчас рассмотрим порядок действий. Для сборки понадобится:
- гидравлический домкрат с грузоподъёмностью от 5 тонн;
- башмак;
- три вала;
- швеллер для рамы;
- металлические пластины (толстые).
Видео: механизм с гидравлическим приводом
Для правильного выгибания профиля его вставляют в башмак и закрепляют оба конца. После этого приводят в действие домкрат – он давит на прижимной вал и задаёт нужный угол изгиба. После проката домкрат ослабляют на несколько витков и снимают трубу с устройства.

Чертёж с размерами в мм
Домкрат крепится на металлической пластине при помощи болтовых соединений. Но в таком механизме самое главное, это валы, которые должны плотно обхватывать профиль – от этого зависит точность изгиба. Валы фиксируют на одной высоте и приваривают к ним шестерёнки. Башмак крепят ниже валов, а отношение башмака к валам определяет угол изгиба. Фиксация происходит при помощи болтов.
Методы выгибания

Холодное выгибание профиля
Если вы прочли все описания, посмотрели фото и видео, то сам процесс выгибания вряд ли поставит вас в тупик. Если решились сделать гидравлическое устройство, то вы сможете гнуть на нём трубы, какой угодно толщины – самое главное, чтобы выдержали валы (вальцы). Но хотелось бы упомянуть об одном нюансе – выгибание может быть не только холодным, но и горячим. Нагрев обычно происходит при помощи газосварки, это очень удобно, тем более что можно греть только часть трубы, то есть участок, который нужно выгнуть.
Можно сказать, что холодный метод выгибания наиболее простой и если вы работаете с тонкостенной трубой, то греть её вовсе не нужно. Но здесь тоже могут быть проблемы – это шов. Профили не всегда делаются с высоким качеством и плохой шов при выгибании попросту расходится. Этого можно избежать при нагреве, но не всегда. Некачественная труба таковой и останется и никакой нагрев этому не поможет. Впрочем, если вы используете профиль для каркаса, то небольшая трещина по шву никак не станет критичной.
Примечание. Как бы там ни было, но горячая гибка всё равно является наиболее качественной. Горячий металл получается наиболее чётко выгнутым, без каких-либо перебоев.

Трубогиб с комплектующими
Для профильной трубы вовсе необязательно обзаводиться какой-то особой квалификацией – достаточно обычной внимательности и нескольких рекомендаций от специалистов. В ручных устройствах система состоит из ведущей и ведомой шестерни, наваренных на валы и прижима (вместо вала могут использовать домкрат). Иногда профиль может соскальзывать с прокатного стана и в таких ситуациях используют крючья для фиксации. Для наиболее чёткой гибки валы должны быть подвижными.
Примечание. Для соблюдения радиуса изгиба лучше всего сделать картонный или деревянный шаблон. Если вы будете использовать даже простой ручной трубогиб, шаблон всегда обеспечит точность.
Видео: ручной трубогиб
Заключение
Вы прочли статью с чертежами, фото и видео о том, как делают профилегиб своими руками. Как видите, это не очень сложно, но нужно сначала собрать все детали, чтобы работа не останавливалась из-за мелочей.
Трубогиб – это приспособление механического или гидравлического принципа действия для изгибания труб, уголков, прутьев и прочих металлических изделий. Есть возможность сделать своими руками трубогиб для профильной трубы, позволяющий изгибать большинство разновидностей профиля.
Выделяют несколько основных разновидностей трубогибов – улитковый, ручной роликовый и домкратный. Гидравлические и модели на электроприводе самостоятельно сделать сложнее, поэтому рассмотрим механические модели.

Необходимые инструменты
Для сборки трубогиба необходимы как минимум следующие инструменты:
- сварочный инвертор;
- токарный станок (или покупка готовых деталей);
- тиски;
- молоток;
- пилка по металлу;
- наждачная бумага;
- линейка;
- дрель.

Но, самое важное — чертежи трубогиба. Механизм необходимо изготавливать строго по чертежу. Можно взять готовый чертеж из данного материала или найти другой и адаптировать его под нужные размеры.

Но, без чертежа сделать трубогиб невозможно, поскольку нужны точные расчеты для обеспечения работы механических частей.












Улитковый трубогиб
Особенность данного вида трубогиба заключается в возможности изгибания детали по всей длине одновременно, а не в каком-то определенном месте. Это делает инструмент более универсальным.
Материалы для улиткового трубогиба
При изготовления такого трубогиба своими руками размеры деталей необходимо подбирать под индивидуальные потребности, поскольку данная модель не обладает конкретным рабочим диаметром. Это является и преимуществом, поскольку позволяет применять подручные материалы.
Для сборки конструкции необходимы:
- метровый швеллер;
- листовая сталь;
- 3 вала;
- 2 звезды;
- стальная цепь;
- 6 подшипников;
- двухметровая труба диаметром 12,7 мм для производства воротков;
- винт для прижима;
- втулка, имеющая внутреннюю резьбу.

Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.

- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.











Ручной трубогиб на роликовом механизме
Сделать своими руками ручной трубогиб на роликах несколько проще, поскольку здесь меньше механических элементов. Приспособление позволяет изгибать трубы в определенных местах.

Устройство должно иметь длинный рычаг, поскольку для изгибания изделий требуется непосредственное ручное усилие.

Материалы для изготовления роликового трубогиба
Для сборки механизма необходимы:
- 2 стальных ролика 10 см и 6 см диаметром. Внутренний радиус – 12,7 мм, толщина – 35 мм;
- 1,5-дюймовая толстостенная (от 3 мм) стальная труба для сооружения рычага (длина от 1,5 м);
- 4 стальные полосы 15х6 см толщиной около 5 мм. Механизм крепления приспособления в тисках. Также используются для сооружения ручек и рычажных опор;
- стальная полоса шириной 6 см и толщиной 3 мм;
- 2 болта – 60 мм 17,78 мм и 40 мм 12,7 мм. Для фиксации роликов;
- стальная пластина 30х30 см (толщина от 3 мм);

Изготовление ручного трубогиба на роликовом механизме
Как сделать трубогиб своими руками в домашних условиях – пошаговая инструкция:
Сделайте 2 отверстия диаметром 12,7 мм и 17,78 мм с интервалом в 80 см (или другим, исходя из вашего чертежа). В станине выполнение отверстие на 19,05 мм. В него вмонтируйте соответствующий болт и зафиксируйте сваркой.

Из пластинок 15х6 см, болта 12,7 мм, малого ролика и полоски стали 35х60 см сварите П-образную деталь. Предварительно смонтируйте ролик посредством болта в ранее подготовленные отверстия. Болт приварите к пластинкам. В итоге вы получите изделие, напоминающее рогатину.


К основе собранной детали приварите трубку, выполняющую функцию ручки. Планку трубной опоры приварите к основе всего изделия. Между планкой и главным болтом должно быть расстояние равное радиусу основного ролика (который имеет больший размер по вашему чертежу) с добавлением 12,7 мм.

В нижней части основания приварите полоску 15х6 см, посредством которой конструкция закрепляется в тисках. В деталь-рогатину смонтируйте основной ролик. Последний наденьте на основной болт и зафиксируйте гайкой. Зафиксируйте устройство в тисках и протестируйте в действии.

Домкратный трубогиб
Простое и удобное приспособление для изгибания профильных труб. Для изготовления нужны такие материалы:
- домкрат;
- 4 уголка длиной 40 см с равными полками по 50 мм;
- 2 ролика с пазами как под ремни. В центре должны быть сквозные отверстия. При их отсутствии просверлите, размерив середину;
- оснастка для домкрата в форме полукруга с углублением внутри;
- 2 швеллера длиной 60 см и шириной 10 см;
- станина;
- 2 крепежных болта.









Сооружение домкратного трубогиба
Сварите уголки вертикально на стание. В швеллерах выполните отверстия под установку роликов.

На уголки приварите швеллеры (2 уголка – 1 швеллер). Расположите швеллеры платформами друг к другу. Интервал между деталями должен соответствовать длине роликов. Смонтируйте ролики в подготовленные отверстия и зафиксируйте болтами.


Смонтируйте на домкрат оснастку в форме полукруга и разместите его в центральной части основания между швеллерными конструкциями.


Фото трубогиба своими руками
























Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
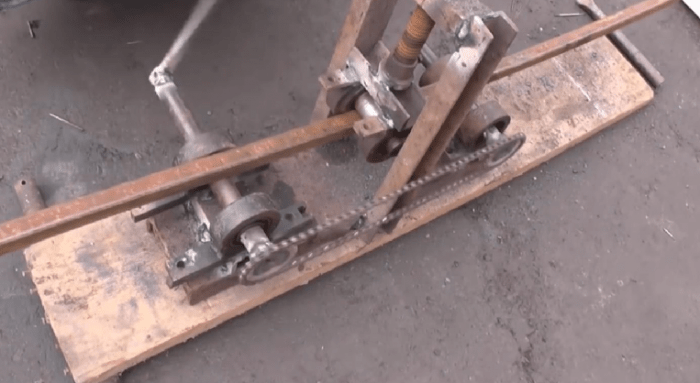
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

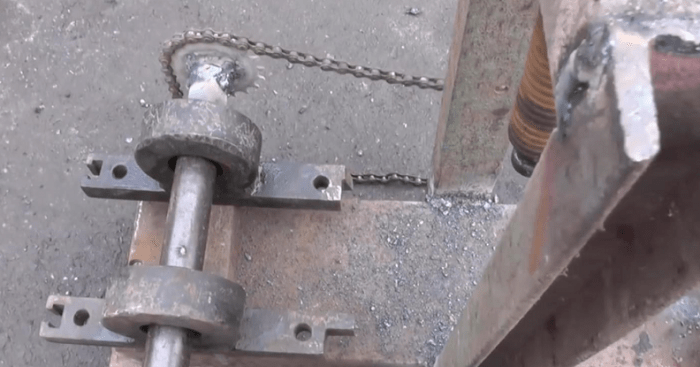
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.

Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.

Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.
Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
Домашний самодельный вариант этого станка схематично взят с заводских моделей . Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
 1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
Выполнение работы:
- Взять надёжную основу, например, толстостенный швеллер 100-150 мм длиной 800 мм.
- Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
- В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
- Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
- Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
- Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
- К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
- Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
- Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
- По желанию к основе можно приварить лапки для монтажа на болты.
Домашний трубогиб, видео
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
- Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
- Полоса или вырезка из пластины 6-10 мм длиной 450 мм — 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины на растяжение 200 мм.
Инструмент:
- Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
- Измерительно-разметочный — рулетка, угольники, маркер, кернер.
- Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
 1 — болты; 2 — домкрат; 3 — оправка
1 — болты; 2 — домкрат; 3 — оправка
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15-16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53-55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.

Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16-25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Ручной трёхточечный трубогиб с резьбовым домкратом на видео
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек. В итоге можно получить тот же трубогиб, но из других материалов. В стационарном исполнении он может выглядеть так:
Вертикальный трёхточечный трубогиб смотрите на видео
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.



