Učinite sami aparate za zavarivanje za dom najčešće stvaraju majstori od otpadnog materijala.
Ako nemate priliku ili želju da kupite aparat za zavarivanje, onda ga možete sami sastaviti koristeći gotove elemente.
Međutim, da bi se ubrzao proces montaže, mogu se koristiti gotove komponente i dijelovi. Može se napraviti i držač za elektrode sami od onih dostupnih u arsenalu kućni majstor materijala.
Najjednostavniji aparat za zavarivanje

U domaćinstvu kućnog majstora možete pronaći opadajući transformator S-B22, IV-10, IV-8, čija je snaga 1-2 kW. Smanjuje napon sa 220 V na 36 V i služi za napajanje električnih alata.
Aparati za zavarivanje zasnovani na takvim transformatorima mogu se sastaviti čak i s neuspjelim namotom.
Mašina za zavarivanje izrađuje se na sljedeći način:
![]()
Sekundarni namotaj se mora ukloniti iz transformatora.
- sekundarni namoti se uklanjaju iz zavojnica bez oštećenja primarnih;
- srednja primarna zavojnica se premota istom žicom, stvarajući slavine sa ukupnim brojem 8-10 komada nakon 30 zavoja. (radi praktičnosti, bolje je numerisati svaki od njih kako su stvoreni);
- dvije vanjske zavojnice su ispunjene višežilnim kablom (tri žice od 6-8 mm sa tankom fazom, 12-13 m se troši za svaki kalem);
- za terminal za VO kabel koristi se bakrena cijev promjera 10-12 mm (jedna strana savija žice, druga je spljoštena, izbušena za pričvršćivače promjera 10 mm);
- na gornjoj ploči transformatora pričvršćivači M6 su zamijenjeni snažnijim (M10), a na njih su pričvršćeni VO terminali;
- Ploča sa 10 rupa za softver je napravljena od PCB-a, au svaku rupu je umetnut M6 zatvarač.
Aparati za zavarivanje ovog dizajna napajaju se mrežom od 380/220 V. U prvom slučaju serijski su spojeni vanjski zavojnici, a zatim srednji. U drugoj opciji, vanjski namotaji su spojeni paralelno, srednji je spojen serijski na isti krug. VO slavine se postavljaju u stezaljke tekstolitne ploče 1 - 10. Struja se reguliše pomoću stezaljki 1 - 10.
Ne preporučuje se izvođenje velikog obima rada sa ovim SA (maksimalno 15 „trojke“ elektroda).
Za rezanje metala, drugi kraj kabla koji vodi do držača je spojen na rezni terminal (sa strane srednjeg PO zavojnice). Karakteristike VO struje odgovaraju 60-120 A, u softveru je struja uvek 25 A. Pri radu sa "dve" elektrode transformator se ne zagreva iznad +70˚C, tako da vreme rada nije ograničeno. . Načini zavarivanja/rezanja se mijenjaju kada je prekidač isključen.
Povratak na sadržaj
Mašina za zavarivanje iz auto akumulatora

Da biste izumili dizel generator za aparat za zavarivanje, potrebno je spojiti par baterija u određenom redoslijedu.
Aparat za zavarivanje ozbiljno opterećuje električnu mrežu domaćinstva, pružajući napon od 30 V pri opterećenju od 3,5 kW. Umjesto kupovine dizel generatora za zavarivanje, majstori su kreirali originalno kolo uređaja, čija su osnova 3-4 serijski spojene baterije od putnički automobil. Kapacitet svakog od njih mora biti najmanje 55-190 A/h moraju se koristiti pouzdane stezaljke za njihovo kombinovanje u zajednički krug.
Ova shema je nezamjenjiva u terenskim uvjetima, jer će pomoći čak i rabljene baterije dostavljene na gradilište putničkim vozilom. Potrebno je voditi računa o jakom zagrijavanju kućišta baterija nakon nekoliko sati rada, svakodnevno uz konstantnu upotrebu provjeravati nivo i gustinu elektrolita. Za vrućeg vremena voda brzo isparava iz elektrolita, pa kontrolne uređaje (hidrometar), destilovanu vodu i kiselinu treba držati pri ruci.
Aparate za zavarivanje ovog tipa jednostavno je potrebno puniti noću spajanjem odgovarajućeg uređaja u zajedničko kolo tako da se sve baterije pune odjednom. Pri zavarivanju elektrodama promjera 3 mm radna struja nije veća od 90-120 A, što ne prelazi polovinu snage. Elektrolit ne ključa zbog svog velikog toplotnog kapaciteta. Izlazni napon u potpunosti ovisi o broju baterija priključenih na kolo i iznosi 42-54 V.
Povratak na sadržaj
Domaći toroidni aparat za zavarivanje

Transformatori u obliku slova U i W značajno su inferiorniji od toroida po težini i veličini. Toroidalni aparat za zavarivanje je jedan i pol puta lakši od svog kolege u obliku slova W, ali glavna poteškoća u samoproizvodnja leži u nedostatku potrebnog gvožđa. Majstori dijele preporuke za izradu transformatora od industrijskog CA koji je potrošio svoj životni vijek. Slična zamjena bila bi transformator TCA 310 ili TS 270. Njegove ploče u obliku slova U su “prepolovljene” dlijetom i podešene na nakovnju.
Aparati za zavarivanje ove vrste sastavljaju se od ploča 45 x 9 cm:
- ploča zakovani obruč promjera 26 cm ispunjen je pločama s kraja na kraj (rad obavljaju dvije osobe, partner fiksira jezgro koje se sklapa, sprječavajući da se ploče ispravljaju);
- kada unutrašnji prečnik konstrukcije dostigne 12 cm, set se zaustavlja;
- Od elektrokartona su izrezani dijelovi: traka širine 9 cm, prstenovi unutrašnjeg prečnika 11 cm, vanjski promjer 27 cm;
- prstenovi se nanose na bočne strane konstrukcije sastavljene u prvoj fazi i omotane platnenom trakom;
- namotaj I je položen na električnu traku - 170 zavoja (za 220 V) žice promjera 2 mm, razreda PEV-2;
- na njega se polaže namotaj II - 30 zavoja žice promjera 15-20 mm, razreda PEV-3;
- namotaj III - 30 zavoja sa MGTF 0,35 žicom;
- izolacija jedan od drugog trakom, softver se provjerava za XX struju: ako je manja od 1-2 A, nekoliko zavoja se odmota ako je struja XX veća od 2 A, dodaju se dva zavoja;
Ovaj aparat za zavarivanje ima originalni upravljački krug u obliku faznog regulatora. Napon uklonjen sa namotaja III ispravlja se diodnim mostom. Kondenzator se puni kroz otpornike do 6 V, a zatim dolazi do kvara kroz dinistor sastavljen od tiristora i zener diode. Dioda sa tiristorom se otvara. Posljednji otpornik u kolu ograničava struju, negativnim valom naizmjenična struja Odzivni tiristor i dioda su otvoreni. Aparati za zavarivanje ovog dizajna su podešeni otpornikom.

Za izradu aparata za zavarivanje potrebni su otpornici snage 10 W ili više.
Shema koristi:
- diode za struju od 160-250 A, postavljene na radijatore površine 100 cm2;
- kondenzator K50-6;
- otpornici snage 10 W;
- tiristori KU202 ili KU201.
Aparat za zavarivanje pouzdano zavari elektrodama promjera 4 mm i reže metal. Možete sami napraviti držač za njega iz ravnog kuta dužine 10 cm (police po 2 cm). U samom kutu 1 cm od ruba ugla izbušena je rupa promjera 4,1 mm kroz koju se novom elektrodom može izgurati izgorjela elektroda. Donji dio polica će biti sužen prema ruci zavarivača. U unutrašnji ugao zavarena je žica savijena okomito prema gore. Komad se postavlja na konstrukciju odozdo gumeno crijevo. Tokom rada, elektroda se umetne između rubova kuta i pritisnuta na njih komadom zavarene žice.
Oprema za zavarivanje ne mora se kupovati u prodavnici. Može se napraviti u kućnoj radionici. Uostalom, u stvari, dizajn najjednostavnijeg uređaja je elementaran i nije ga teško sastaviti vlastitim rukama. Da biste to učinili, potrebne su vam samo neke komponente i malo znanja iz elektrotehnike.
Kako napraviti jednostavne i istovremeno funkcionalne strojeve za zavarivanje i što je za to potrebno - više o tome kasnije u našem članku.
Da biste sastavili jednostavan aparat za zavarivanje, morate razumjeti princip njegovog rada.
Svi zavarivački radovi temelje se na konverziji električne struje iz mreže. Za kućnu upotrebu imamo pristup električnoj energiji napona od 220 volti i struje od 16-32 ampera.
Kao što znamo, ovo nije dovoljno za zavarivanje.
Za luk za zavarivanje potrebna je struja, a to osigurava struja, mjerena u amperima ( jednostavnim jezikom, ovo je broj elektrona koji se dovode do elektrode). Što je više napunjenosti, uređaj će biti produktivniji.
Za povećanje snage koriste se transformatori koji nekoliko puta snižavaju napon, ali povećavaju protok elektrona, što omogućava korištenje takve struje za formiranje luka za zavarivanje.
Transformator je glavni element koji vam omogućava da sastavite jednostavan uređaj koji radi na izmjeničnu struju.
Osnova transformatora je magnetna jezgra (jezgra od transformatorskog čelika), na koju su namotani namoti: primarni, od tanje žice i velikog broja zavoja. i sekundarni, koji se sastoji od debelog kabla sa najmanjim brojem namotaja.
Magnetna jezgra za sastavljanje aparata za zavarivanje mogu se koristiti, na primjer, od starih energetskih transformatora.
Napajanje se dobija iz kućne utičnice i dovodi do primarnog namotaja.
Namotaji ne bi trebali biti u kontaktu jedan s drugim. Čak i ako transformator ima namote jedan na drugom, između njih mora postojati sloj izolacije! Struja iz jednog namotaja u drugi prenosi se kroz jezgro magnetskim tokom.
Za potpuni rad, preporučljivo je instalirati hlađenje za takav uređaj. Mogu se koristiti kompjuterski ventilatori. U suprotnom ćete morati stalno pratiti zagrijavanje transformatora i drugih elemenata, kao i praviti pauze u radu kako biste se ohladili.
Radovi se izvode na sljedeći način. Radni komad je stegnut između elektroda i struja se uključuje. Nakon postavljanja tačke, napajanje se isključuje i dio se pomiče.
Ovo DIY mikrovalno zavarivanje će osigurati zavarivanje vrlo tankih struktura. Snaga se može povećati spajanjem dva transformatora. Ali važno je pravilno sastaviti takav sklop, inače je kratki spoj neizbježan.
DC zavarivanje
Domaće mašine za transformatore rade na izmjeničnu struju, tako da možete zavariti različite vrste čelika. Ali neki metali zahtijevaju jednosmerna struja da dobijete kvalitetnu vezu.
Da biste sastavili takav uređaj, morat ćete dodati ispravljač i prigušnice u transformator kako biste izgladili struju.
Ispravljači su sastavljeni od dioda koje mogu izdržati veliku snagu (do 200 Ampera). Obično su velike i, osim toga, zahtevaju montažu sistema za hlađenje. Diode se postavljaju paralelno kako bi se povećala struja.
Takav ispravljački most će omogućiti da se električni luk izravna i šavovi budu više Visoka kvaliteta kod zavarivanja nerđajućeg čelika ili aluminijuma.
Da li je sve ovo neophodno?
Danas na internetu možete pronaći mnogo dijagrama i dizajna različite opreme za zavarivanje. Od najjednostavnijih masivnih transformatorskih aparata do najsloženijih domaći pretvarači. Koliko ih je preporučljivo prikupiti i koristiti u kućnoj radionici?
Prije samo deset godina, pretvarači su bili praktično nedostupni široj javnosti i to je sve radovi zavarivanja izvode se pomoću velikih transformatora, najčešće domaćih. Njihove funkcije vam omogućavaju kuhanje razni dizajni korištenjem čeličnih dijelova. I mnogi iskusni zavarivači takvim uređajima zavaruju obojene metale ili lijevano željezo. Štoviše, danas se situacija s elektrodama uvelike poboljšala, koje se mogu odabrati za gotovo svaki materijal.
Međutim, transformatori bez ispravljača rade samo na izmjeničnu struju i to otežava rad s nehrđajućim čelikom ili, na primjer, aluminijem. Upotreba dodatnih ispravljača povećava veličinu opreme i ograničava mobilnost. A ako to nije problem za radionicu, onda rad na visini postaje teži. Ali glavni problem je zavarivanje transformatora domaće- ovo je tačnost podešavanja režima. U ovom slučaju tvornički proizvedeni pretvarači imaju veliku korist.
Različiti dizajni točkastog zavarivanja također znatno olakšavaju rad s metalima tankih stijenki i proizvodima koji se mogu brzo popraviti. Ali stvaranje zaista moćnog uređaja zahtijevat će više komponenti, a one nisu uvijek dostupne (pokušajte sada potražiti dva identična mikrovalna transformatora).
Sastavljanje pretvarača u kućnoj radionici bit će preporučljivo ako imate gotovo sve potrebne elemente: transformatore, ispravljače, tranzistore i druge. Inače, zašto se mučiti traženjem i sklapanjem uređaja sumnjive snage i konfiguracije, ako danas košta od 50-100 dolara? I za male količine posla takav uređaj će biti više nego dovoljan?
Šta možete dodati ovom materijalu? Podijelite svoje iskustvo u montaži domaće opreme za zavarivanje, posebno dijagrama montaže. Šta mislite: koliko je efikasna upotreba ovakvih uređaja u domaćinstvo? Ostavite svoje komentare u bloku za diskusiju za ovaj članak.
Aparat za zavarivanje je prilično popularan uređaj i među profesionalcima i među domaćim majstorima. Ali za upotrebu u domaćinstvu ponekad nema smisla kupovati skupu jedinicu, jer će se koristiti u rijetkim slučajevima, na primjer, ako trebate zavariti cijev ili postaviti ogradu. Stoga bi bilo pametnije napraviti aparat za zavarivanje vlastitim rukama ulaganjem u njega minimalni iznos sredstva.
Glavni dio svakog zavarivača koji radi na principu electro elektrolučno zavarivanje, je transformator. Ovaj dio može se izvući iz starih, nepotrebnih kućanskih aparata i napravi od njega domaću mašinu za zavarivanje. Ali u većini slučajeva transformator zahtijeva manje izmjene. Postoji nekoliko načina za izradu zavarivača, koji mogu biti najjednostavniji ili složeniji, koji zahtijevaju znanje iz radio elektronike.
Da biste napravili mini aparat za zavarivanje, trebat će vam nekoliko transformatora uklonjenih od nepotrebnih mikrovalna pecnica. Lako je pronaći mikrotalasnu od prijatelja, poznanika, komšija itd. Glavna stvar je da ima snagu u rasponu od 650-800 W i da ima radni transformator. Ako peć ima snažniji transformator, tada će uređaj imati veće vrijednosti struje.
Dakle, transformator uklonjen iz mikrovalne pećnice ima 2 namota: primarni (primarni) i sekundarni (sekundarni).

Sekundarni ima više zavoja i manji poprečni presjek žice. Stoga, da bi transformator postao prikladan za zavarivanje, mora se ukloniti i zamijeniti vodičem većeg poprečnog presjeka. Da biste uklonili ovaj namotaj iz transformatora, mora se odrezati s obje strane dijela pomoću nožne pile.

To se mora učiniti s posebnom pažnjom kako se pilom slučajno ne bi dodirnuo primarni namotaj.

Kada se zavojnica preseče, njeni ostaci će se morati ukloniti iz magnetnog kola. Ovaj će zadatak biti mnogo lakši ako bušite kroz namotaje kako biste ublažili naprezanje metala.



Uradite iste operacije sa drugim transformatorom. Kao rezultat, dobit ćete 2 dijela s primarnim namotajem od 220 V.
Bitan! Ne zaboravite ukloniti trenutne šantove (prikazano strelicama na fotografiji ispod). Ovo će povećati snagu uređaja za 30 posto.

Da biste napravili sekundarnu, morat ćete kupiti 11-12 metara žice. Mora biti multi-core i imati poprečni presjek od najmanje 6 kvadrata.

Da biste napravili aparat za zavarivanje, morat ćete namotati 18 zavoja (6 redova visine i 3 sloja debljine) za svaki transformator.


Oba transformatora možete namotati jednom žicom ili odvojeno. U drugom slučaju, kalemovi bi trebali spojiti u seriju.



Namotavanje treba biti vrlo čvrsto tako da žice ne vise. Zatim su potrebni primarni namoti povezati paralelno.

Da biste spojili dijelove zajedno, mogu se pričvrstiti na mali komad drveta.

Ako mjerite napon na sekundaru transformatora, onda u ovom slučaju bit će jednako 31-32 V.

Ovaj domaći zavarivač može lako zavariti metal debljine 2 mm sa elektrodama promjera 2,5 mm.



Treba imati na umu da s takvim domaćim aparatom treba kuhati s pauzama za odmor, jer se njegovi namoti jako zagrijavaju. U prosjeku, nakon upotrebe svake elektrode, uređaj bi se trebao hladiti 20-30 minuta.
Neće biti moguće kuhati tanak metal s uređajem napravljenim od mikrovalne pećnice, jer će ga rezati. Da biste regulirali struju, možete spojiti balastni otpornik ili prigušnicu na zavarivač. Ulogu otpornika može obavljati komad čelične žice određene dužine (odabrano eksperimentalno), koji je spojen na niskonaponski namotaj.
AC welder
Ovo je najčešći tip aparata za zavarivanje metala. Lako se pravi kod kuće i lako se koristi. Ali glavni nedostatak uređaja je velika masa opadajućeg transformatora, što je osnova jedinice.

Za kućnu upotrebu dovoljno je da uređaj proizvodi napon od 60 V i može dati struju od 120-160 A. Stoga za primarnu, na koju je priključena kućna mreža od 220 V, trebat će vam žica poprečnog presjeka od 3 mm 2 do 4 mm 2. Ali idealna opcija je provodnik s poprečnim presjekom od 7 mm 2. S takvim poprečnim presjekom, padovi napona i moguća dodatna opterećenja neće predstavljati problem za uređaj. Iz ovoga slijedi da je za sekundar potreban provodnik prečnika 3 mm. Ako uzmemo aluminijski provodnik, tada se izračunati poprečni presjek bakrenog vodiča množi s faktorom 1,6. Za sekundarno trebat će vam bakrena sabirnica s poprečnim presjekom od najmanje 25 mm 2
Vrlo je važno da provodnik namota bude prekriven krpenom izolacijom, jer se tradicionalni PVC omotač topi kada se zagrije, što može uzrokovati kratki spoj između zavoja.
Ako ne pronađete žicu potrebnog poprečnog presjeka, onda možete napravite sami od nekoliko tanjih provodnika. Ali to će značajno povećati debljinu žice i, shodno tome, dimenzije jedinice.
prva stvar, proizvodi se baza transformatora - jezgro. Napravljen je od metalne ploče(transformatorski čelik). Ove ploče treba da imaju debljinu od 0,35-0,55 mm. Igle koje spajaju ploče moraju biti dobro izolirane od njih. Prije sastavljanja jezgre izračunavaju se njegove dimenzije, odnosno dimenzije "prozora" i površina poprečnog presjeka jezgre, takozvane "jezgre". Za izračunavanje površine koristite formulu: S cm 2 = a x b (vidi sliku ispod).

Ali iz prakse je poznato da ako napravite jezgro s površinom manjom od 30 cm 2, tada će biti teško dobiti visokokvalitetni šav s takvim uređajem zbog nedostatka rezerve snage. Da, i vrlo brzo će se zagrijati. Prema tome, poprečni presjek jezgre mora biti najmanje 50 cm 2. Unatoč činjenici da će se težina jedinice povećati, ona će postati pouzdanija.
Za sastavljanje jezgra bolje je koristiti Ploče u obliku slova L i postavite ih kako je prikazano na sljedećoj slici sve dok debljina dijela ne dostigne potrebnu vrijednost.

Po završetku montaže, ploče se moraju pričvrstiti zajedno (na uglovima) pomoću vijaka, zatim očistiti turpijom i izolirati tkaninom.
Sada možemo početi namotavanje transformatora.

Treba uzeti u obzir jednu nijansu: omjer okreta na jezgri trebao bi biti 40% do 60%. To znači da na strani gdje se nalazi primarni treba biti manji broj sekundarnih zavoja. Zbog toga, kada započne zavarivanje, namotaj sa više zavoja će se djelomično isključiti zbog pojave vrtložnih struja. Istovremeno će se povećati trenutna snaga, što će pozitivno utjecati na kvalitetu šava.
Kada je namotavanje transformatora završeno, mrežni kabel se povezuje na zajedničku žicu i na granu od 215 okreta. Kablovi za zavarivanje su povezani na sekundarni namotaj. Nakon toga, aparat za kontaktno zavarivanje je spreman za upotrebu.
DC uređaj
Za kuhanje od lijevanog željeza ili nehrđajućeg čelika potreban vam je uređaj jednosmjerne struje. Može se napraviti od konvencionalne transformatorske jedinice ako je njen sekundarni namotaj spojite ispravljač. Ispod je dijagram aparata za zavarivanje sa diodnim mostom.

Šema aparata za zavarivanje sa diodnim mostom
Ispravljač je sastavljen pomoću dioda D161 koje mogu izdržati 200A. Moraju se ugraditi na radijatore. Također, da biste izjednačili talasanje struje, trebat će vam 2 kondenzatora (C1 i C2) od 50 V i 1500 μF. Ovaj električni krug također ima regulator struje, čiju ulogu igra induktor L1. Kablovi za zavarivanje se spajaju na kontakte X5 i X4 (ravni ili obrnuti polaritet), ovisno o debljini metala koji se spaja.
Inverter iz računarskog napajanja
Nemoguće je napraviti aparat za zavarivanje iz kompjuterskog napajanja. Ali korištenje njegovog kućišta i nekih dijelova, kao i ventilatora, sasvim je moguće. Dakle, ako napravite pretvarač vlastitim rukama, lako ga možete staviti u kućište za napajanje iz računara. Svi tranzistori (IRG4PC50U) i diode (KD2997A) moraju se ugraditi na radijatore bez upotrebe zaptivki. Za rashladne dijelove poželjno je koristite snažan ventilator, kao što je Thermaltake A2016. Uprkos njihovim male veličine(80 x 80 mm), hladnjak je sposoban za 4800 o/min. Ventilator također ima ugrađeni regulator brzine. Potonji se reguliraju pomoću termoelementa, koji se mora montirati na radijator s ugrađenim diodama.
Savjet! Preporučuje se izbušiti nekoliko dodatnih rupa u kućištu napajanja za bolja ventilacija i odvođenje toplote. Zaštita od pregrijavanja instalirana na tranzistorskim radijatorima postavljena je da radi na temperaturi od 70-72 stepena.
Ispod je shematski električni dijagram pretvarača za zavarivanje (u visokoj rezoluciji), prema kojem možete napraviti uređaj koji se uklapa u kućište napajanja.
Sljedeće fotografije pokazuju od kojih komponenti se sastoji domaći inverter aparat za zavarivanje i kako izgleda nakon montaže.



Elektromotorni zavarivač
Da biste napravili jednostavan aparat za zavarivanje od statora elektromotora, potrebno je odabrati sam motor koji ispunjava određene zahtjeve, odnosno da njegova snaga bude od 7 do 15 kW.
Savjet! Najbolje je koristiti motor serije 2A jer će ga imati veliki prozor magnetno kolo.
Traženi stator možete nabaviti na mjestima gdje se prihvata staro gvožđe. U pravilu će biti očišćena od žica i nakon nekoliko udaraca maljem će se rascijepiti. Ali ako je kućište napravljeno od aluminijuma, onda da biste uklonili magnetno jezgro iz njega, morat ćete žariti stator.
Priprema za rad
Postavite stator tako da rupa bude okrenuta prema gore i stavite cigle ispod dijela. Zatim stavite drva unutra i zapalite. Nakon par sati prženja, magnetni krug će se lako odvojiti od tijela. Ako u kućištu postoje žice, one se također mogu ukloniti iz žljebova nakon toplinske obrade. Kao rezultat, dobit ćete magnetsko kolo očišćeno od nepotrebnih elemenata.

Ovo prazno mjesto bi trebalo biti dobro impregnirati uljnim lakom i ostavite da se osuši. Za ubrzanje procesa možete koristiti toplotni pištolj. Impregnacija lakom se vrši kako se vrećica nakon skidanja vezica ne bi raspala.
Kada se uložak potpuno osuši, pomoću brusilice, skinite rajsferšlus vezice, koji se nalazi na njemu. Ako se vezice ne uklone, djelovat će kao kratkospojne zavoje i preuzimati struju iz transformatora, kao i uzrokovati njegovo zagrijavanje.
Nakon čišćenja magnetnog kruga od nepotrebnih dijelova, morat ćete napraviti dvije završne ploče(pogledajte sliku ispod).

Materijal za njihovu proizvodnju može biti ili karton ili pres karton. Također morate napraviti dva rukava od ovih materijala. Jedan će biti unutrašnji, a drugi eksterni. Dalje, trebate:
- postavite obje završne ploče na blanko;
- zatim umetnite (stavite) cilindre;
- zamotajte cijelu ovu strukturu držačem ili staklenom trakom;
- dobijeni dio zasitite lakom i osušite.
Proizvodnja transformatora
Nakon provođenja gore navedenih koraka, bit će moguće napraviti transformator za zavarivanje od magnetnog jezgra. Za ove svrhe trebat će vam žica prekrivena tkaninom ili staklenom emajlom izolacijom. Za namotavanje primarnog namota trebat će vam žica promjera 2-2,5 mm. Za sekundarni namotaj će biti potrebno oko 60 metara bakrene sabirnice (8 x 4 mm).
Dakle, proračuni se rade na sljedeći način.
- Oko jezgre treba namotati 20 zavoja žice promjera najmanje 1,5 mm, nakon čega se na nju treba primijeniti napon od 12 V.
- Izmjerite struju koja teče u ovom namotu. Vrijednost bi trebala biti oko 2 A. Ako je dobivena vrijednost veća od tražene, broj zavoja treba povećati, ako je vrijednost manja od 2 A, zatim smanjiti.
- Izbrojite dobijeni broj zavoja i podijelite ga sa 12. Kao rezultat, dobit ćete vrijednost koja pokazuje koliko zavoja je potrebno za 1 V napona.
Za primarni namotaj Pogodan je provodnik promjera 2,36 mm, koji treba presaviti na pola. U principu, možete uzeti bilo koju žicu promjera 1,5-2,5 mm. Ali prvo morate izračunati poprečni presjek vodiča u zavoju. Prvo morate namotati primarni namot (na 220 V), a zatim sekundarni. Njegova žica mora biti izolirana cijelom dužinom.
Ako napravite slavinu u sekundarnom namotu u području gdje se dobija 13 V i ugradite diodni most, onda se ovaj transformator može koristiti umjesto baterije ako trebate upaliti automobil. Za zavarivanje, napon na sekundarnom namotu treba biti u rasponu od 60-70 V, što će omogućiti korištenje elektroda promjera od 3 do 5 mm.
Ako ste postavili oba namota i još uvijek ima slobodnog prostora u ovoj strukturi, možete dodati 4 zavoja bakrene sabirnice (40 x 5 mm). U tom slučaju ćete dobiti namotaj za tačkasto zavarivanje, što će vam omogućiti da se povežete lim debljine do 1,5 mm.
Za proizvodnja kućišta Ne preporučuje se upotreba metala. Bolje ga je napraviti od PCB-a ili plastike. Na mjestima gdje je zavojnica pričvršćena za tijelo, potrebno je položiti gumene zaptivke za smanjenje vibracija i bolju izolaciju od provodljivih materijala.

Domaća mašina za tačkasto zavarivanje
Gotovi aparat za točkasto zavarivanje ima prilično visoku cijenu, što ne opravdava njegovo unutrašnje "punjenje". Dizajniran je vrlo jednostavno i neće biti teško napraviti ga sami.

Da biste napravili vlastiti aparat za točkasto zavarivanje, trebat će vam jedan transformator iz mikrovalne pećnice snage 700-800 W. Iz njega morate ukloniti sekundarni namotaj na način opisan gore u odjeljku u kojem se govorilo o proizvodnji aparata za zavarivanje iz mikrovalne pećnice.
Mašina za tačkasto zavarivanje se izrađuje na sledeći način.
- Napravite 2-3 okreta unutar manipulatora s kabelom s promjerom vodiča od najmanje 1 cm. Ovo će biti sekundarni namotaj, koji će vam omogućiti da dobijete struju od 1000 A.

- Preporučuje se ugradnja bakrenih papučica na krajeve kabla.

- Ako na primarni namotaj spojimo 220 V, tada ćemo na sekundarnom namotu dobiti napon od 2 V sa strujom od oko 800 A. To će biti dovoljno da se obični nokat otopi za nekoliko sekundi.


- Prati ga napraviti kućište za uređaj. Dobro za podlogu drvena daska, od kojih treba napraviti nekoliko elemenata, kao što je prikazano na sljedećoj slici. Dimenzije svih delova mogu biti proizvoljne i zavise od dimenzija transformatora.


- Kako bi kućište dobilo estetskiji izgled, oštri uglovi može se ukloniti pomoću ručne glodalice s ugrađenim rezačem za rubove.


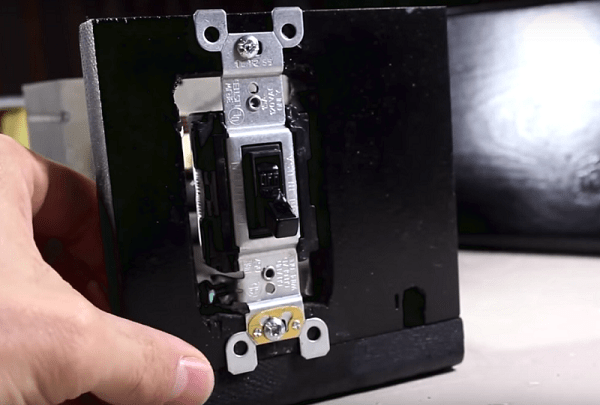
- Na jednom dijelu čeljusti za zavarivanje je potrebno izrežite mali klin. Zahvaljujući njemu, krpelji će moći da se uzdignu više.


- Izrežite rupe na stražnjem zidu kućišta za prekidač i kabel za napajanje.

- Kada su svi dijelovi spremni i brušeni, mogu se farbati crnom bojom ili lakirati.

- Morat ćete odspojiti kabel za napajanje i granični prekidač iz nepotrebne mikrovalne pećnice. Trebat će vam i metalna kvaka za vrata.


- Ako kod kuće nemate prekidač i bakrenu šipku, kao ni bakarne stezaljke, onda ove dijelove morate kupiti.

- Od bakarne žice izrežite 2 male šipke, koje će služiti kao elektrode, i učvrstite ih u stezaljkama.


- Pričvrstite prekidač na zadnji zid uređaja.
- Zavrnite stražnji zid i 2 stupa na bazu, kao što je prikazano na sljedećim fotografijama.


- Pričvrstite transformator na bazu.

- Zatim je jedna mrežna žica povezana s primarnim namotom transformatora. Druga žica za napajanje spojena je na prvi terminal prekidača. Zatim morate pričvrstiti žicu na drugi terminal prekidača i spojiti je na drugi terminal primarnog. Ali treba napraviti prekid na ovoj žici i ugraditi u nju prekidač uklonjen iz mikrotalasne. Služit će kao dugme za početak zavarivanja. Ove žice moraju biti dovoljno dugačke da prihvate prekidač na kraju stezaljke.
- Pričvrstite poklopac uređaja sa ugrađenom ručkom na postolje i zadnji zid.
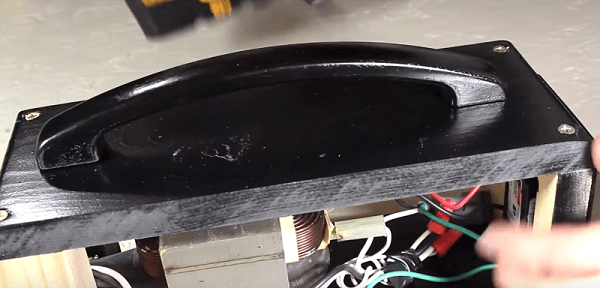
- Osigurajte bočne zidove kućišta.

- Sada možete instalirati pištolj za zavarivanje. Prvo, na njihovim krajevima izbušite rupe u koje će se uvrtati vijci.

- Zatim pričvrstite prekidač na kraj.

- Umetnite kliješta u tijelo, prvo stavite kvadratni blok između njih radi poravnanja. Izbušite rupe kroz bočne zidove kliješta i umetnite dugačke eksere u njih koji će služiti kao osovine.


- Pričvrstite bakrene elektrode na krajeve kliješta i poravnajte ih tako da krajevi šipki budu jedan naspram drugog.


- Da bi se gornja elektroda automatski podigla, zavrnite 2 zavrtnja i pričvrstite na njih elastičnu traku, kao što je prikazano na sljedećim fotografijama.


- Uključite uređaj, spojite elektrode i pritisnite dugme za pokretanje. Trebali biste vidjeti električno pražnjenje između bakrenih šipki.
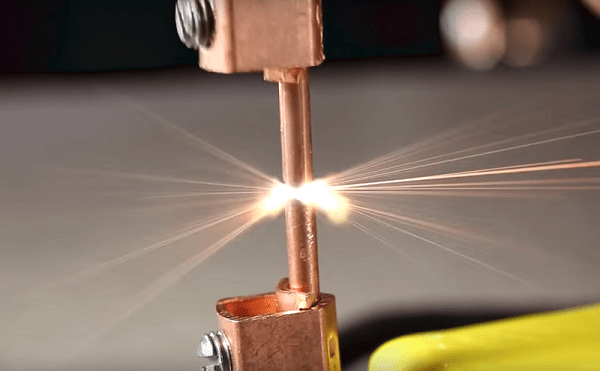
- Da biste provjerili rad jedinice, možete uzeti metalne podloške i zavariti ih.


U ovom slučaju rezultat je bio pozitivan. Stoga se stvaranje stroja za točkasto zavarivanje može smatrati završenim.

Prije 20 godina, na zahtjev prijatelja, napravio sam mu pouzdanog zavarivača za rad na mreži od 220 volti. Prije toga je imao problema sa susjedima zbog pada napona: bio je potreban ekonomičan način rada s regulacijom struje.
Nakon što sam proučio temu u priručniku i razgovarao o tome sa kolegama, pripremio sam se električni dijagram kontrola na tiristorima, montiran.
Ovaj članak je zasnovan na lično iskustvo Pričam vam kako sam vlastitim rukama sastavio i postavio DC aparat za zavarivanje na osnovu domaćeg toroidalni transformator. Izašlo je u obliku male instrukcije.
Još imam dijagram i radne skice, ali ne mogu dati fotografije: tada nije bilo digitalnih uređaja, a moj prijatelj se preselio.
Raznovrsne sposobnosti i izvršeni zadaci
Prijatelju je bila potrebna mašina za zavarivanje i rezanje cijevi, kutova, limova različitih debljina sa mogućnošću rada sa elektrodama od 3÷5 mm. O invertori za zavarivanje U to vrijeme nisu znali.
Odlučili smo se na DC dizajn, jer je univerzalniji i pruža visokokvalitetne šavove.
Tiristori su uklonili negativni poluval, stvarajući pulsirajuću struju, ali nisu izgladili vrhove do idealnog stanja.

Kontrolni krug izlazne struje zavarivanja omogućava vam da prilagodite njegovu vrijednost od malih vrijednosti za zavarivanje do 160-200 ampera potrebnih za rezanje elektrodama. ona:
- napravljen na dasci od debelog getinaxa;
- prekriven dielektričnim kućištem;
- montiran na kućište sa izlazom ručke potenciometra za podešavanje.
Težina i dimenzije aparata za zavarivanje bile su manje u odnosu na fabrički model. Stavili smo ga na mala kolica sa točkovima. Da bi promijenila posao, jedna osoba ga je slobodno motala bez mnogo truda.
Kabl za napajanje je preko produžnog kabla spojen na konektor ulazne električne ploče, a crijeva za zavarivanje su jednostavno namotana oko tijela.
Jednostavan dizajn DC aparata za zavarivanje
Na osnovu principa ugradnje mogu se razlikovati sljedeći dijelovi:
- domaći transformator za zavarivanje;
- strujni krug mu je iz mreže 220;
- izlazna crijeva za zavarivanje;
- pogonska jedinica tiristorskog regulatora struje s elektronskim upravljačkim krugom iz impulsnog namota.

Impulsni namotaj III nalazi se u zoni snage II i povezan je preko kondenzatora C. Amplituda i trajanje impulsa zavise od odnosa broja zavoja u kondenzatoru.
Kako napraviti najprikladniji transformator za zavarivanje: praktični savjeti
Teoretski, za napajanje aparata za zavarivanje možete koristiti bilo koji model transformatora. Glavni zahtjevi za to:
- obezbediti napon za paljenje luka u praznom hodu;
- pouzdano izdržati struju opterećenja tijekom zavarivanja bez pregrijavanja izolacije od dužeg rada;
- ispuniti zahtjeve električne sigurnosti.
U praksi sam upoznao različiti dizajni domaći ili fabrički transformatori. Međutim, svi oni zahtijevaju elektrotehničke proračune.
Već dugo koristim pojednostavljenu tehniku koja mi omogućava da kreiram prilično pouzdane dizajne transformatora srednje klase tačnosti. Ovo je sasvim dovoljno za kućne potrebe i napajanje za radioamaterske uređaje.
To je opisano na mojoj web stranici u članku Ovo je prosječna tehnologija. Ne zahtijeva pojašnjenje razreda i karakteristika električnog čelika. Obično ih ne poznajemo i ne možemo ih uzeti u obzir.
Karakteristike proizvodnje jezgra
Zanatlije izrađuju magnetne žice od elektro čelika različitih profila: pravokutne, toroidne, dvostruke pravokutne. Oni čak namotaju zavojnice žice oko statora pregorelih moćnih asinhronih elektromotora.
Imali smo priliku da koristimo stavljenu iz pogona visokonaponsku opremu sa demontiranim strujnim i naponskim transformatorima. Uzeli su od njih trake od električnog čelika i od njih napravili dva prstena za krofne. Square presjek svaki je izračunat na 47,3 cm 2 .
Izolirane su lakiranom tkaninom i pričvršćene pamučnom trakom, formirajući figuru osmice koja je ležeća.

Počeli su namotavati žicu na ojačani izolacijski sloj.
Tajne uređaja za namotavanje snage
Žica za bilo koje kolo mora imati dobru, jaku izolaciju, dizajniranu da izdrži dug rad kada se zagreje. U suprotnom će jednostavno izgorjeti tokom zavarivanja. Nastavili smo od onoga što nam je bilo pri ruci.
Dobili smo žicu sa izolacijom od laka, prekrivenu platnenim omotom na vrhu. Njegov promjer - 1,71 mm je mali, ali metal je bakar.
Budući da jednostavno nije bilo druge žice, počeli su od nje praviti namotaj snage s dvije paralelne linije: W1 i W'1 s istim brojem zavoja - 210.
Jezgro krofni su čvrsto montirane: na taj način imaju manje dimenzije i težinu. Međutim, područje protoka žice za namotaje je također ograničeno. Instalacija je teška. Stoga je svaki polunamotaj snage bio razdvojen u vlastite prstenove magnetskog kola.
Na ovaj način mi:
- udvostručen poprečni presjek žice za namotavanje;
- uštedio prostor unutar krofni za smještaj namotaja za napajanje.
Poravnanje žice
Čvrsto namotavanje možete dobiti samo iz dobro poravnate jezgre. Kada smo uklonili žicu sa starog transformatora, pokazalo se da je savijena.
Shvatio si to u svom umu potrebna dužina. Naravno da to nije bilo dovoljno. Svaki namotaj je morao biti napravljen od dva dijela i spojen vijkom direktno na krofnu.
Žica je bila razvučena cijelom dužinom na ulici. Pokupili smo kliješta. Stezali su suprotne krajeve i silom povlačili u različitim smjerovima. Pokazalo se da je vena dobro poravnata. Uvijali su ga u prsten prečnika oko metar.
Tehnologija namotavanja žice na torus
Za energetski namotaj koristili smo metodu namotavanja felge ili kotača, kada se od žice napravi prsten velikog promjera koji se namota unutar torusa okretanjem jedan po jedan okret.
Isti princip se koristi kada se prsten za namotavanje stavlja na, na primjer, ključ ili privjesak. Nakon što je kotač umetnut unutar krofne, počinju ga postepeno odmotavati, polažući i fiksirajući žicu.
Ovaj proces je dobro pokazao Aleksej Molodecki u svom videu „Navijanje torusa na obodu“.
Ovaj posao je težak, mukotrpan i zahtijeva upornost i pažnju. Žica mora biti čvrsto položena, prebrojana, mora se pratiti proces punjenja unutrašnje šupljine i evidentirati broj zavoja.
Kako namotati energetski namotaj
Našli smo to za nju bakrene žice pogodan presek - 21 mm 2. Procijenili smo dužinu. Utječe na broj okreta, a napon praznog hoda neophodan za dobro paljenje električnog luka ovisi o njima.
Napravili smo 48 okreta sa srednjim terminalom. Ukupno su na krofni bila tri kraja:
- srednji - za direktno povezivanje "plus" na elektrodu za zavarivanje;
- one ekstremne - do tiristora i nakon njih do uzemljenja.
Budući da su krafne pričvršćene zajedno i da su namotaji za napajanje već postavljeni na njih duž rubova prstenova, namotavanje strujnog kruga izvedeno je metodom "šatla". Poravnana žica bila je presavijena kao zmija i gurana kroz rupe na krofnama za svaki okret.
Lemljenje midpoint izrađena vijčanim spojem i izolirana lakiranom tkaninom.
Pouzdan kontrolni krug struje zavarivanja
Rad uključuje tri bloka:
- stabilizirani napon;
- formiranje visokofrekventnih impulsa;
- razdvajanje impulsa u kola tiristorskih upravljačkih elektroda.
Stabilizacija napona
Dodatni transformator sa izlaznim naponom od oko 30 V spojen je sa namotaja transformatora od 220 V. Ispravljen je diodnim mostom na bazi D226D i stabiliziran sa dvije zener diode D814V.
U principu, bilo koje napajanje sa sličnim električne karakteristike struja i napon na izlazu.

Pulsni blok
Stabilizirani napon se izravnava kondenzatorom C1 i dovodi do impulsnog transformatora preko dva bipolarna tranzistora direktnog i obrnutog polariteta KT315 i KT203A.


Tranzistori stvaraju impulse do primarnog namotaja Tr2. Ovo je impulsni transformator toroidnog tipa. Izrađen je od permaloja, iako se može koristiti i feritni prsten.
Namotavanje tri namota je obavljeno istovremeno sa tri komada žice prečnika 0,2 mm. Napravio 50 okreta. Polaritet njihovog uključivanja je bitan. To je prikazano tačkama na dijagramu. Napon na svakom izlaznom kolu je oko 4 volta.
Namotaji II i III uključeni su u upravljački krug za energetske tiristore VS1, VS2. Njihova struja je ograničena otpornicima R7 i R8, a dio harmonika je prekinut diodama VD7, VD8. Izgled Impulse smo provjerili osciloskopom.
U ovom lancu otpornici moraju biti odabrani za napon generatora impulsa tako da njegova struja pouzdano kontrolira rad svakog tiristora.
Struja otključavanja je 200 mA, a napon otključavanja 3,5 volti.

Ako imate potrebne alate za vodovod i električnu instalaciju (o njima ćemo detaljno govoriti u nastavku) i imate odgovarajuće profesionalne vještine, onda ti to sasvim možeš DIY transformator za zavarivanje.
Imaćete, naravno, troškove, ali će oni biti neuporedivo manji u odnosu na troškove kupovine fabrički napravljenog gadgeta. Ali koliko ćete užitka dobiti u procesu vašeg omiljenog domaćeg posla. A oduševljenje u trenutku uspješnog početka električnog zavarivanja je, općenito, neuporedivo!
U ovom članku ćemo vam dati puno toga korisni savjeti odabirom, proračunom i proizvodnjom transformator za zavarivanje (u daljem tekstu – ST), koji će vam pomoći da optimizirate troškove i uštedite svoj budžet.
Pravilno napravljen uređaj vlastitim rukama nije ništa lošiji od tvorničkog.
U članku će se govoriti o dvije vrste transformatora za zavarivanje. za zavarivanje:
- luk;
- kontakt
DIY transformator za zavarivanje: ono što nam treba
Asortiman alata i opreme za proizvodnju i montažu oba tipa ST je identičan. Trebat će nam sljedeće:
- indikator električnog napona. Kontrolirati odsutnost potonjeg na električnim kontaktima i na taj način osigurati sigurnost pri izvođenju elektroinstalacijskih radova;
- ugaona brusilica(aka “brusilica”, “zip-mašina” itd.) sa setom diskova (rezanje, brušenje, itd.);
- električna bušilica sa setom metalnih bušilica i jezgrom;
- tester ili voltmetar naizmjenična struja s granicom mjerenja od 400 V;
- bilo koji " scriber" Koristi se za označavanje na metalu;
- bravarske stezaljke. Za fiksiranje dijelova kada se označavaju "na mjestu";
- set električnih alata. Specifični sastav kompleta ovisi o materijalima koji će se koristiti u proizvodnji ST. Generalno to je ovako:
- Kompletno električno lemilo. Lemljenje vršimo POS-40 lemom;
- odvijači ( različite veličine sa ravnim i poprečnim prorezima);
- ključevi:
- orasi;
- kape;
- kraj;
- kliješta, bočni rezači itd. sa izolovanim ručkama;
- set fajlova.
Pogodnije je sve radove izvoditi na klupi s elektroizolacijskim premazom, opremljenom stegom za klupu.
Za proizvodnju transformatora potrebne su komponente i materijali koji se razlikuju ovisno o vrsti transformatora. Općenito, potrebno je sljedeće:
- zaštitni poklopac. Mora obezbijediti:
- zaštita od strujnog udara;
- isključite mogućnost da bilo kakvi predmeti uđu u gadget;
- magnetno kolo. Pruža snažan elektromagnetski tok, koji inducira elektromotornu silu (u daljem tekstu EMF) u namotajima;
- žica i žica. Neophodan za ugradnju namotaja;
- ramovi za kolutove. Namotaji su namotani na njih;
- kontaktni blokovi. Snažni terminalni blok sa stezaljkama za žice za zavarivanje, mali terminalni blokovi za ožičenje strujnog kruga;
- prekidači (prekidači). Sekcije namota se mijenjaju prilikom odabira vrijednosti struje zavarivanja;
- materijal za međuskretnu izolaciju. Smanjuje mogućnost električnog kvara izolacije namotaja;
- pričvršćivači (zavrtnji, vijci, matice, podloške, itd.). Neophodni su za instaliranje gadgeta tokom montažnih radova;
- izolaciona traka(pamuk/b tip).
Bitan: PVC izolaciona traka se ne može koristiti, jer se zagrevanjem uništava.
Domaći transformator za zavarivanje za elektrolučno zavarivanje
Prije nego što započnete daljnji rad na proizvodnji CT-a, trebali biste odlučiti što ćete točno stvoriti. Ti trebas:
- odaberite dizajn i elektriku shematski dijagram budući uređaj;
- izvršiti električne i, ako je potrebno, strukturne proračune njegovih parametara.
Tek nakon toga treba odabrati potrebnu opremu, materijale i pripremiti, ako je potrebno, posebne alate.
Kako izračunati transformator za zavarivanje. Šema
Pitanje kako izračunati domaći transformator za zavarivanje je vrlo specifično, jer ne odgovara standardne šeme i opšteprihvaćenim pravilima. Činjenica je da se prilikom izrade domaćih proizvoda parametri njihovih komponenti "prilagođavaju" komponentama koje su već dostupne (uglavnom magnetskom krugu). Štaviše, često se dešava da:
- transformatori nisu sastavljeni od najboljeg transformatorskog gvožđa;
- namotaji su namotani ne najprikladnijom žicom i mnogim drugim negativnim faktorima.
Kao rezultat toga, domaći proizvodi se zagrijavaju i "zuje" (jezgrene ploče vibriraju na frekvenciji mreže: 50 Hz), ali u isto vrijeme "rade svoj posao" - zavaruju metal.
Na osnovu oblika jezgara, transformatori se dijele na sljedeće glavne tipove:
- jezgro;
- oklopni.
Objašnjenja za sliku:
- a – blindirani;
- b – štap.
Transformatori jezgro tipa, u poređenju sa transformatorima oklopni tipa, dozvoljavaju velike gustine struje u namotajima. Zahvaljujući tome, imaju veću efikasnost, ali je radni intenzitet njihove proizvodnje mnogo veći. Međutim, češće se koriste.
Na jezgru štapa koriste se krugovi namotaja prikazani na slici.
Objašnjenja za sliku:
- a – mrežni namotaj sa obe strane jezgra;
- b – odgovarajući sekundarni (zavarivački) namotaj, povezan kontraparalelno;
- c – mrežni namotaj na jednoj strani jezgra;
- g – odgovarajući sekundarni namotaj, povezan serijski.
Na primjer, izračunajmo ST sastavljen prema shemi "c" - "d". Njegov sekundarni namotaj se sastoji od dva jednaka dijela (pola). Smješteni su na suprotnim ramenima magnetskog kola, a međusobno su povezani serijski. Proračuni se sastoje od određivanja teoretskih i odabira stvarnih dimenzija magnetnog kola.
Određujemo CT snagu (na osnovu struje u sekundarnom namotu) iz sljedećih razmatranja. Za električno zavarivanje u svakodnevnom životu najčešće se koriste obložene elektrode Ø, mm: 2, 3, 4 Za najpopularnije biramo „zlatnu sredinu“ - 120...130 A. CT snaga se određuje po formuli. :
P = Uh.h. × Ist. × cos(φ) / η, gdje je:
- Uh.h. — napon otvorenog kola;
- Ist. — struja zavarivanja;
- φ je fazni ugao između napona i struje. Prihvatamo: cos(φ) = 0,8;
- η - efikasnost. Za domaći ST: efikasnost = 0,7.
Ako izračunate magnetno jezgro prema referentnoj knjizi, tada je njegov poprečni presjek za odabranu struju 28 kvadratnih cm. U praksi, poprečni presjek magnetnog kola za istu snagu može varirati u rasponu: 25...60 sq.cm.
Za svaku sekciju potrebno je odrediti (pomoću priručnika) broj zavoja primarnog namotaja kako bi se osigurala navedena izlazna snaga. Napomenimo samo da što je veća površina poprečnog presjeka magnetskog kruga (S), bit će potrebno manje zavoja oba zavojnice. Ovo je važna tačka, jer... veliki broj zavoji možda neće stati u "prozor" magnetnog kola.
Moguće je koristiti magnetni krug starog transformatora (na primjer, iz mikrovalne pećnice, naravno, nakon njegove rekonstrukcije - zamjenom sekundarnog namota).
Ako nemate stari transformator, onda biste trebali kupiti transformatorsko željezo od kojeg ćete napraviti CT jezgro.
Objašnjenja za sliku:
- a – ploče u obliku slova L;
- b – ploče u obliku slova U;
- c – ploče od transformatorskih čeličnih traka;
- c i d – dimenzije „prozora“, cm;
- S = a x b – površina poprečnog presjeka jezgra (jarma), cm2.
Izračunavanje broja zavoja primarnih namota pri naponu napajanja od 220...240 V, strujama zavarivanja koje smo odabrali i parametrima magnetnog kruga može se izvršiti pomoću sljedećih formula:
N1 = 7440 × U1/(Sod × I2). Za namotaje na jednom kraku (polovina namota jedan na drugom, spojeni u seriju);
N1 = 4960 × U1/(Sod × I2). Namotaji su raspoređeni na različitim kracima.
Konvencije u obje formule:
- U1 – napon napajanja;
- N1 - broj zavoja primarnog namotaja;
- Veličina - poprečni presjek magnetskog kola (sq. cm);
- I2 je specificirana struja zavarivanja sekundarnog namotaja (A).
Izlazni napon sekundarnog namota CT u praznom hodu domaćih transformatora za zavarivanje je u pravilu u rasponu od 45...50V. Koristeći sljedeću formulu možete odrediti njegov broj okreta:
U1/U2 = N1/N2.
Da bi se olakšao odabir struje zavarivanja, na namotajima se izrađuju slavine.
Namotavanje transformatora za zavarivanje i montaža
Za primarni namot transformatora koristi se posebna bakrena žica otporna na toplinu s izolacijom od pamuka ili stakloplastike.
Uzimajući u obzir gore odabranu snagu, električna struja u primarnom namotu može doseći 25 A. Na osnovu ovih razmatranja, primarni namotaj CT-a treba biti namotan žicom poprečnog presjeka ≥ 5...6 sq . Ovo će, između ostalog, značajno povećati pouzdanost ST.
Sekundarni namotaj je izrađen od bakarne žice čiji je poprečni presjek: 30...35 kvadratnih mm. Posebnu pažnju treba obratiti na izbor izolacije žice sekundarnog namota, jer kroz nju teče velika struja zavarivanja. Mora biti vrlo pouzdan - posebnu pažnju treba obratiti na otpornost na toplinu.
Prilikom ugradnje namotaja obratite pažnju na sljedeće:
- namotavanje se izvodi u jednom smjeru;
- Između redova namotaja polaže se izolacijski sloj dodatne izolacije (preporučujemo pamuk).
Sastavljeni CT treba staviti u zaštitno kućište sa otvorima za ventilaciju.
Video
Pogledajte kako je implementiran zadatak sastavljanja uređaja:
Učinite sami otporno zavarivanje iz transformatora za zavarivanje
Kontaktno zavarivanje stvara zavarenu vezu između dijelova zbog sljedećih istovremenih učinaka na njih:
- zagrijavanje područja njihovog kontakta električnom strujom koja prolazi kroz njega;
- na područje zgloba se primjenjuje sila pritiska.
Postoje tri vrste otpornog zavarivanja:
- tačka;
- guza;
- šav
Reći ćemo vam o domaćem CT za najpopularnije: otporno točkasto zavarivanje (druga dva zahtijevaju vrlo složenu opremu).
Objašnjenja za sliku:
1 – elektrode koje dovode struju zavarivanja na rad koji se zavari;
2 – zavareni proizvodi sa spojem za preklapanje;
3 – transformator za zavarivanje.
Za izvođenje otpornog zavarivanja, ovisno o debljini i toplinskoj vodljivosti materijala dijelova koji se zavaruju, odabiru se sljedeće vrijednosti njegovih glavnih parametara:
- električni napon u strujnom krugu (krug zavarivanja), V: 1…10;
- vrijednost struje zavarivanja (amplituda impulsa zavarivanja), A: ≥ 1000;
- vrijeme zagrijavanja (prolazak impulsa struje zavarivanja), sec: 0,01…3,0;
Osim toga, potrebno je obezbijediti sljedeće:
- manja zona topljenja;
- značajna tlačna sila primijenjena na mjesto zavarivanja.
Šema i proračun
Proračun CT otpornog zavarivanja vrši se po istom algoritmu kao i za elektrolučno zavarivanje (vidi gore). Prilikom odabira podataka iz referentne knjige (jačina struje i napona sekundarnog namota za točkasto zavarivanje odabrane vrste metala određene debljine), treba uzeti u obzir da je strujna jačina sekundarnog namota za takve transformatore oko 1000...5000 A. Sekundarni namotaj je u pravilu dizajniran za jedinice volti i to je samo nekoliko zavoja (ponekad jedan) debele žice. Stoga se preporučuje podešavanje struje zavarivanja sledeći dijagram primarni namotaj transformatora.
Vrlo često, tokom rada domaćih proizvoda, ispostavi se da nema dovoljno snage ST. U ovom slučaju moguće je spojiti drugi transformator u skladu s predloženim krugom.
Namotavanje i montaža
Ove operacije se izvode po istim osnovnim pravilima iu skladu sa zahtjevima kao za CT elektrolučno zavarivanje. Zavoje sekundarnog namota treba osigurati s posebnom pažnjom. Da biste to učinili, možete koristiti njegove vodove tako što ćete ih provući kroz izolator otporan na toplinu.
Bakrene šipke se koriste kao elektrode.
Treba uzeti u obzir da što je veći prečnik elektrode, to bolje. Ni u kom slučaju promjer elektrode ne smije biti manji od prečnika žice. Za ST-ove male snage moguće je koristiti vrhove od moćnih lemilica.
Tokom rada, pratite stanje potrošnog materijala: elektrode se moraju povremeno oštriti - inače će izgubiti oblik. Vremenom se potpuno troše i zahtijevaju zamjenu.
:- zavarivač treba da stoji na gumenoj prostirci;
- radnik mora imati gumene rukavice na rukama;
- Kaciga za zavarivanje nije potrebna, ali zaštitne naočare se moraju nositi na licu.
zaključci
Dali smo vam dovoljno informacija da napravite domaći transformator za zavarivanje:
- elektrolučno zavarivanje;
- otporno zavarivanje.



