برای بدست آوردن درصد بالایی از الوار از کنده های گرد، چندین فن آوری های مختلف، از جمله چرخه های خاصی از اقدامات. زمان اره کردن چوب گردو شدت کار فرآیند بسته به روش پردازش انتخابی، محل کار و فصل متفاوت است. بنابراین، برخی از شرکت ها کارگاه هایی را برای پردازش اولیه مواد خام در نزدیکی محل برداشت چوب می سازند و در این امر صرفه جویی می کنند.
نه تنها تنه ها، بلکه شاخه های بزرگ نیز پردازش می شوند. کنده های چوب گرد بر اساس اندازه و وجود پوست طبقه بندی می شوند. تنه هایی که مرتب نشده اند متعاقباً برای کارهای خشن (ساخت داربست و ...) استفاده می شوند. هنگام پذیرش مواد خام از تامین کننده، نه تنها ظرفیت مکعب بررسی می شود، بلکه وجود آسیب، پوسیدگی، گره نیز بررسی می شود - چنین موادی مطابقت ندارند. مشخصات فنی. نقص در چوب باعث کاهش درصد بازده می شود محصولات نهایی، و گره ها می توانند به تجهیزات آسیب برسانند.
قبل از اره کردن، تنه ها اغلب پوسته پوسته می شوند (پوست با استفاده از دستگاه مخصوص برداشته می شود) - این فرآیند اختیاری است، اما مقرون به صرفه در نظر گرفته می شود:
- به دلیل عدم وجود سنگریزه و ماسه گیر کرده در پوست، اره از سایش زودرس محافظت می شود.
- کیفیت مواد تراشه بهبود می یابد.
- برخی از شرکت ها اسلب را از سیاهههای مربوط به پوسته برای پردازش نمی پذیرند.
- خطا در نتایج هنگام مرتب سازی چوب با استفاده از وسایل الکترونیکی کاهش می یابد.

انواع برش چوب

اول از همه، شما باید در مورد نوع برش تصمیم بگیرید - چندین مورد از آنها وجود دارد. مماس - برش به صورت مماس به حلقه های رشد می رود، سطح با الگوهایی به شکل حلقه ها و قوس ها به دست می آید. تخته هایی که از این طریق به دست می آیند ارزان تر هستند، اما درصد انقباض و تورم بالایی دارند.
شعاعی - برشی در امتداد شعاع، عمود بر حلقه های رشد، الگوی یکنواخت است، عملکرد تخته کوچک است، اما از کیفیت بالاتر و استحکام بیشتری برخوردار است.
روستایی - در هر زاویه ای انجام می شود، نقص، گره، چوب صنوبر و غیره قابل مشاهده است.
روش های برش
برای هر مورد خاص، یک روش برش انتخاب می شود.
غلت زدن مقرون به صرفه ترین، تقریباً بدون ضایعات، درصد بالایی از چوب تمام شده است. خروجی است نه تخته های لبه دارو دو غوغا
با چوب - ابتدا یک تیر دو لبه، تخته های بدون لبه و دو تخته می گیرید. سپس الوار به صورت عمود بر برش به تخته های لبه دار اره می شود، در امتداد لبه ها دو تخته بدون لبه و دو تخته به دست می آید.

بخش - ابتدا سیاهه به 4-8 بخش و سپس هر یک از آنها به مواد شعاعی یا مماسی اره می شود. گاهی اوقات چندین تخته بدون لبه در مرکز بریده می شود.
تقسیم قطعه - با این نوع برش، دو یا چند تخته بدون لبه در مرکز تنه بریده می شوند و تخته های یک طرفه لبه از قسمت های کناره ها بریده می شوند.
قطعه تیر - مشابه قطعه تقسیم شده، فقط در وسط چوب یک تیر دو لبه بریده می شود که سپس به تخته های لبه اره می شود. بازده چوب زیاد است.
دایره ای - پس از اره کردن یک یا چند تخته بدون لبه، چوب 90 0 چرخیده و تخته های زیر اره می شوند. این روش زمانی استفاده می شود که یک کنده بزرگ تحت تأثیر پوسیدگی قلب در مرکز قرار گیرد. با کمک آن، چوب سالم از چوب بی کیفیت جدا می شود.
سنگدانه - با استفاده از ابزارهای فرز و اره های مدور، همراه با الوار با کیفیت بالا، خروجی تراشه های تکنولوژیکی (به جای اسلب و تخته) است. چنین پردازش پیچیده جنگل امکان استفاده منطقی از مواد خام و هزینه های نیروی کار را فراهم می کند. این منجر به تولید بدون ضایعات چوب نهایی می شود.
ابزار لازم

انتخاب ابزارها به کمیت محصولات نهایی برنامه ریزی شده، کیفیت آنها و اندازه محصول بستگی دارد. اغلب، برش انجام می شود اره گرد. در مراحل خاصی از تولید، استفاده از ماشین آلات خاص مورد نیاز است.
اره دایره ای برش های دقیقی را در هر جهت انجام می دهد، با هر اندازه چوب به خوبی مقابله می کند و برای حرفه ای و حرفه ای مناسب است. استفاده خانگی.
برای مصارف خانگی در مواقعی که لازم است مقدار کمی الوار تهیه شود استفاده می شود. انجام کارهای بیشتر آسانتر است کار سختاستفاده از اره برقی به جای خرید تجهیزات گران قیمت. تنها چیزی که برای آن نیاز دارید یک ضمیمه مخصوص، یک بست بشکه و راهنماهای برش است.
ماشین آلات برای از بین بردن پوست درخت. آنها بسیار گران هستند، اما با استفاده منظم در یک شرکت که در آن حجم زیادی کار انجام می شود، آنها به سرعت هزینه خود را پرداخت می کنند. آنها نیازی به استفاده ندارند، اما مطلوب هستند زیرا می توانند تعدادی از مزیت ها و راحتی های اقتصادی را در فرآیند تولید فراهم کنند.
شما همچنین نیاز خواهید داشت:
- دستگاه دیسک - برای به دست آوردن مواد خروجی بدون لبه از جنگل.
- کارخانه چوب بری چوب الوار با کیفیت بالا و درصد کمی ضایعات تولید می کند.
- کارخانه چوب بری قاب نیازی به فونداسیون ندارد و می توان آن را مستقیماً در سایت های چوب بری نصب کرد.
- ماشین های یونیورسال قادر به تولید مواد با کیفیت بالا حتی از چوب کم عیار هستند.




در شرکت هایی با تولید انبوه، مجتمع های کامل برای تولید محصولات بسیار دقیق و با کیفیت نصب می شوند تجهیزات مدرن، و اره کردن چوب با هر پیچیدگی انجام می شود.
اره کردن نقشه فن آوری
برای محاسبه درصد بهینه بدست آوردن الوار تمام شده از سیاهههای مربوط، نقشه اره کردن جنگل ترسیم می شود. این محاسبات را می توان به صورت مستقل یا با استفاده از یک برنامه کامپیوتری خاص انجام داد. چنین اطلاعاتی را می توان در یک کتاب مرجع معمولی نیز به دست آورد که حاوی اطلاعاتی در مورد عملیات چوب بری است.
نقشه برش به شما امکان می دهد تعیین کنید که چه مقدار در خروجی خواهد بود محصولات نهایی، چند درصد از زباله ها بازیافت خواهند شد. از این داده ها می توانید هزینه نهایی محصول را تعیین کنید. نتیجه ممکن است تا حد زیادی به نوع جنگل بستگی داشته باشد. اقداماتی برای افزایش درصد برداشت چوب وجود دارد.
درصد الوار در خروجی چوب آماده استفاده و مفید است. ضایعات مواد اولیه برای تولید ام دی اف، نئوپان و تخته فیبر هستند. این حجم ها به قطر درخت، انواع محصولات چوب جامد تولید شده و گزینه اره بستگی دارد.
درصد چوب گرد
محاسبه دقیق هر متر مکعب چوب - یک ماده خام طبیعی گران قیمت - در هر شرکت نجاری مهم است. متر مکعب چوب گرد به روش های مختلفی محاسبه می شود.

بر حسب حجم حمل و نقل هر نوع حمل و نقل دارای ظرفیت مکعب جنگل خود محاسبه و تعیین می شود. به عنوان مثال، یک کالسکه 70.5 متر مکعب چوب گرد را در خود جای می دهد. سپس 22.5 متر مکعب آن در سه خودرو وجود خواهد داشت. این روش محاسبه سرعت پذیرش مواد اولیه را افزایش می دهد، این امر به ویژه زمانی اهمیت دارد مقادیر زیادمحموله دریافت کرد. اما یک خطای بزرگ در نتایج محاسباتی از این طریق وجود دارد.
محاسبه بر اساس حجم یک تنه. اگر کل چوبه برداری از الواری با همان اندازه تشکیل شده باشد، با شمارش حجم یک، می توانید همه آنها را بشمارید و در ظرفیت مکعب یک ضرب کنید. این روش دقیق تر است، اما نیاز به زمان و مشارکت زیادی دارد. بیشترکارگران برای پذیرش محموله
سیستم های خودکار با قاب های اندازه گیری. این اندازهگیریها نسبت به اندازهگیریهایی که توسط انسان انجام میشود، درصد بیشتری از دقت را ارائه میکنند. هنگام عبور کنده ها از قاب اندازه گیری، تمام ضخیم شدن و انحنای تنه و حتی گره ها در نظر گرفته می شود. در این مورد، می توانید بلافاصله تنه ها را مرتب کنید.
روشی برای محاسبه با ضرب حجم در یک ضریب. ارتفاع، عرض و طول پشته اندازه گیری شده و در یک ضریب ضرب می شود. این محاسبه سریع، اما با درصد دقت پایین است. زمانی استفاده می شود که نیاز به تعیین فوری تعداد متر مکعب باشد.

وابستگی درصد بازده نهایی به فناوری اره
برای افزایش بازده الوار تمام شده، لازم است خود فرآیند ارهکاری بهینه شود. این امر به ویژه در هنگام کار با قطعات کاری که دارای انحنا، آسیب یا سایر معایب هستند صادق است:

- اول، شما باید فقط چوب با کیفیت بالا را انتخاب و وارد تولید کنید.
- سپس تنه های دارای آسیب در انتها (پوسیدگی، ترک) را انتخاب کنید و این مکان ها را اصلاح کنید.
- اگر قسمتی از تنه با هسته پوسیده وجود دارد، باید آن را برداشته و چوب باقی مانده را به صورت چوب برش دهید. آنها کوتاه تر، اما کیفیت بهتری خواهند داشت.
- روش برش دایره ای نیز برای به دست آوردن تخته های باکیفیت مناسب است.
- درصد بازده در هنگام اره کردن الوار با قطر بیشتر بیشتر است.
بازده نیز به کیفیت چوب، نوع چوب و تجهیزات مورد استفاده بستگی دارد. تجهیزات جدید با کیفیت بالا و به خوبی تنظیم شده به شما امکان می دهد تا ترانک ها را تقریباً بدون تلفات پردازش کنید.
اگر از قبل انجام شود، می توان کارایی قطع جنگل را افزایش داد اقدامات ویژه. برای این کار باید با استفاده از برنامه های دیجیتال محاسبات دقیقی انجام دهید. اگر این کار را به صورت دستی انجام دهید، درصد نقص خروجی بیشتر می شود. از قبل باید در نظر گرفت که گونه های جنگلی مخروطی درصد بیشتری از چوب تولید می کنند. زیرا تنه آنها صاف، بزرگ، کمتر در معرض پوسیدگی است و بنابراین تقریباً بدون نقص است. حجم زیادی از درختان برگریز اغلب دور ریخته می شوند.
برای استفاده منطقیبرای چوب بهتر است از کنده های کوتاه استفاده کنید. اما در تولیدات داخلی معمولاً تنه هایی با طول 4 متر یا بیشتر را برای اره برداری می برند. با توجه به انحنای آنها، خروجی درصد زیادی از رد را به همراه دارد.
بازدید کننده جدید
بازدید کننده ثبت شده
توصیف همراه با جزئیاتتوابع برنامه های برش سیاهه. ما به شما دستیار پیشنهاد می کنیم که بازده چوب را 10-15٪ افزایش می دهد و روند آماده سازی ورق های برش را 500-700٪ سرعت می بخشد.

برنامه Pi2 برای برش سیاهههای مربوط به تخته هایی با عرض و ضخامت مشخص.
اجرای Pi2 نتیجه زیر را می دهد:1. نقشه های تکنولوژیکیبرش کنده ها
2. افزایش بهره وری اره 10-15٪.
3. کاهش وابستگی بهره وری و کیفیت برش به عامل انسانی.
محاسبات "معکوس" امکان پذیر است: کاربر فقط ابعاد برد را مشخص می کند و برنامه پیشنهاد می کند (محاسبه می کند) حداقل اندازهسیاهههای مربوط به تولید این برد. شما می توانید سیاهههای مربوط را بر اساس اندازه تخته ها مرتب کنید.
برای انتخاب بهترین برش (بالاترین عملکرد)، محاسبات زیادی را انجام دهید. گزارش محاسبات در اکسل ارائه شده است.وارد کردن داده ها به سیستم حسابداری شما راحت است.
پیتاگو (Pitago) - یک مهندس دستیار هوشمند ...
نقطه فروریختگی* فاصله بر حسب متر از انتهای ضخیم کنده است که از آنجا شروع به فرو رفتن در جهت انتهای نازک به دلیل همگرایی کنده ها نمایان می شود.
پیتاگو - کاملا راه حل آنلاین، می توانید آن را بر روی هر دستگاهی از جمله استفاده کنید تلفن های همراهو تبلت ها
محاسبه برش لاگ بهینه با استفاده از اکسل. برای هر کارخانه چوب بری مهم است که ضایعات مواد اولیه تولید را به حداقل برساند. سودآوری تولید چوب ساختمانی به طور قابل توجهی به این بستگی دارد.
نمونه ای از محاسبه برش لاگ های ساختمانی در اکسل
برنامه محاسبه برش سیاهههای مربوط برای کارآفرینان کوچک که آماده ایجاد تجارت خود برای تولید کنده های گرد و ساخت چوب هستند مفید خواهد بود.
تعداد معینی کنده به طول 10 متر برای برش فرستاده می شود. کارخانه چوب بری قراردادی را برای تامین مواد اولیه چوب در مقادیر زیر منعقد کرد:
- 100 کنده، هر کدام 5 متر؛
- 200 کنده هر کدام 4 متر;
- 300 کنده هر کدام 3 متر.
تعداد بهینه کنده هایی که باید برای برآورده شدن شرایط قراردادی بریده شوند چقدر است؟ به عبارت دیگر نحوه برش تخته با حداقل تعدادزباله های تولیدی؟
حل مشکل برش کنده ها
برای تدوین یک مدل راه حل، باید همه را تعیین کرد گزینه های ممکنبا در نظر گرفتن طول ضایعات، کنده های اره به طول 10 متر هر کدام به بخش های 3، 4 و 5 متری تقسیم می شوند. نتیجه چنین محاسباتی شناسایی 6 گزینه برش است:
- 2 تیر 5 متری هر کدام (0 متر زباله).
- 2 تیر 5 متر + 4 متر (1 متر زباله).
- 2 تیر 5 متر + 3 متر (2 متر زباله).
- 3 تیر 3 متر + 3 متر + 4 متر (0 متر زباله).
- 2 تیر 4 متری هر کدام (2 متر زباله).
- 3 تیر هر کدام 3 متر (1 متر زباله).
با توجه به شرایط مسئله، X i با استفاده از روش i اره می شود. سپس طرح زیر صحیح خواهد بود:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => دقیقه
شما می توانید یک سیستم مانند این ایجاد کنید:
مرحله بعدی آماده کردن جدول است مایکروسافت اکسل، که شامل شرایط اولیه مشکل خواهد بود.
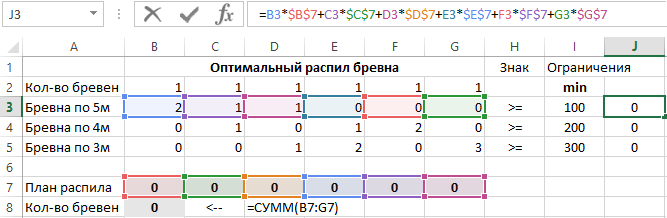
برای محاسبه سمت چپ محدودیت و تابع هدف، فرمول های مربوطه معرفی شده است. سلول های J3:J5 را با این فرمول ها پر کنید:
و در سلول B8 فرمول را وارد کنید: =SUM(B7:G7).
در مرحله بعد، فرم ماژول های "Solution Search" و "Solution Search Parameters" را پر کنید. برای انجام این کار، به سلول B8 بروید و از ابزار موجود در برگه "DATA" - "Analysis" - "Solution Search" استفاده کنید. اگر در این برگه ندارید این ابزار، سپس دستورالعمل ها را بخوانید.
رج ها برای اره کردن ابتدا بریده شده و به قسمت های طولی تقسیم می شوند. برش چوب با استفاده از اره های طولی (دایره، قاب یا نوار) به مقدار یک اره یا گروه اره انجام می شود.
برش: به صورت انفرادی یا گروهی
اره کردن کنده های اره با یک اره را فردی می نامند، زیرا هر بار که یک برش در هر جهتی انجام شود، تنها 1 قسمت از یک واحد ماده اولیه جدا می شود. اره زنی انفرادی بر روی اره نواری یا اره مدور انجام می شود.
گزینه گروهی شامل استفاده از بیش از دو اره است.
همه اره ها برش های موازی انجام می دهند. بدون آشکار ساختن کیفیت چوب، برش گروهی انجام می شود.
اره کردن گروهی بیشتر برای قاب های کارخانه چوب بری معمولی است ، بسیار کمتر با اره های مدور انجام می شود.
برش انفرادی سیاهههای مربوط فرصتی برای استفاده موثرتر از کیفیت ها فراهم می کند بخشهای مختلفچوب اما بهره وری آن برای پشته هایی با قطرهای کوچک و متوسط (تا 30 یا 40 سانتی متر) ناکافی است. ارهکاری گروهی کندهها برای برجستگیهایی با قطر بالاتر از میانگین (بیش از 80 یا 90 سانتیمتر) استفاده نمیشود، زیرا عملکرد بیشتر ارهها در ارتفاعات برش قابل توجه و جرم زیاد ماشینها بسیار دشوار است.

روش های اره کردن سیاهههای مربوط: الف - غلت زدن. ب - با چوب برای یک تیر. ج - با چوب برای دو تیر. g - بخش; 1 - برای الوار اره شعاعی، 2 - برای الوار اره شده مماس. د - فروپاشی-بخش. e - بخش چوب. ز - دایره ای.
سیاهههای مربوط به قطر بزرگ فقط به صورت فردی بریده می شوند. برای رج های متوسط و متوسط ترجیح داده می شود اندازه های بزرگبا وجود چوبی که از نظر ترکیب همگن نیست که شامل چوب جنگل های بیش از حد بالغ و اکثر گونه های چوب سخت (راش، بلوط) می شود که به دلیل استفاده گسترده از این روش در آسیا و آمریکا است.
اره کردن گروهی کندهها برای مواد ارهشده با قطر کوچک و متوسط با ساختار نسبتاً یکنواخت یا با ارزش کم معمول است. این معیار در مورد گونه های مخروطی و برخی از گونه های نرم برگ صدق می کند. این امر معرفی گسترده ارهزنی گروهی کندههای چوب بر روی قاب کارخانههای چوب بری در روسیه و برخی از کشورهای اروپایی را توضیح میدهد.
برش های چوب با هدایت اره در طول الیاف چوب (هم جهت با رج های شکل دهنده) یا عمود (با زاویه شیب) به طول الیاف انجام می شود. برای اره کردن کنده به صورت گروهی جهتی که انجام می شود موازی با محور کنده ها است.
برش ها با توجه به شعاع بخش تنه در عرض (یا نزدیک به آنها)، مماس بر حلقه های سالانه (یا نزدیک به آنها) یا به گونه ای است که یک مکان میانی بگیرند. در گزینه اول، الوار اره شعاعی به دست می آید، در دوم - مماسی، در آخرین - مخلوط (نیمه مماسی، نیمه شعاعی).
اره کاری با جهت دقیق مشخص شده برای برش ها (مماسی، شعاعی یا موازی با طول الیاف) جهت دار نامیده می شود.
اره کردن سیاهههای مربوط به این روش به محصولات کارخانه چوب بری با خواص اضافی که قبلا ذکر شد می بخشد. ما تأکید می کنیم که جهت برش می تواند معیار جداگانه ای برای افزایش کیفیت الوار به دست آمده از درجه های نسبتاً کم چوب باشد. بیشترین بازده الوار در اره زنی جهت دار با استفاده از روش برش فردی به دست می آید.
بازگشت به مطالب
روش های برش موجود

الگوهای موقعیت یابی: الف - موقعیت یابی متقارن فرد. ب - موقعیت زوج متقارن؛ ج - موقعیت نامتقارن؛ 1 - تخته اصلی؛ 2 - تخته های مرکزی; 3 - تخته های جانبی.
- دست و پا زدن
- اطراف؛
- الوار؛
- بخش؛
- قطعه ای
با توجه به سطح موازی برش، کنده به صورت انبوه اره می شود و در نتیجه یک تخته بدون لبه ایجاد می شود. وسط ها متعلق به اره شعاعی، جانبی ها از لبه ها متعلق به اره مماسی و بقیه آرایش میانی خواهند داشت.
برش انبوه سیاهههای مربوط زمانی استفاده می شود که برای بدست آوردن یک تخته بدون لبه برنامه ریزی شده است. به عنوان مثال، برای اینکه متعاقباً آنها را به قطعات نسبتاً کوتاه برش دهید. این روش اغلب برای تولید تخته های لبه دار از کنده های نازک استفاده می شود، زیرا با گزینه های دیگر کاهش قابل توجهی در عرض تخته وجود دارد. به عنوان مثال، 1.16 برابر بیشتر به دست آوردن عرض یک تخته لبه در هنگام اره کردن بریده شده (در اینجا عرض 0.73 است) نسبت به روش چوب (عرض تخته به 0.63 قطر بالای چوب می رسد) امکان پذیر است. ).
اره کردن سیاهههای مربوط با استفاده از الوار به شرح زیر انجام می شود: ابتدا یک تیر دو طناب با تخته های جانبی از چوب بریده می شود و سپس به تخته ها بریده می شود. تمام تخته ها از وسط دارای لبه تمیز و به همان اندازه عرض آنها برابر با ضخامت چوب است. وجود چنین تخته هایی که از کنده ها به دست می آید 65-70٪ از حجم کل محصولات چوبی را تشکیل می دهد. این امکان پذیرفتن سفارشات چوب با عرض معین را فراهم می کند که با اره کردن سیاهههای مربوط به روش مماسی مشخص می شود.
اگر کنده ها قطر زیادی دارند، کنده ها با استفاده از روش چوب و با استفاده از دو و سه میله در الگوی برش بریده می شوند. این را می توان با این واقعیت توضیح داد که عرض مورد نیاز تخته و قطر چوب با هم تفاوت زیادی دارند. برش کنده های چوبی با دو میله در تولید تخته های لبه دار در صورتی امکان پذیر است که قطر کنده ها 30 سانتی متر باشد اگر قطر آن ها 45 سانتی متر باشد، برش چوب با سه میله. هم به صورت انفرادی و هم به صورت گروهی می توان گزینه برش کنده ها را انجام داد.

الف - در خط پردازش ورود به سیستم کل (LAPB)؛ ب - در فریزرنو-
ماشین های اره; ج - در ماشین های فرز کنتر؛ 1 - تخته های لبه دار؛ 2 - تراشه های تکنولوژیکی: 3 - تخته های بدون لبه; 4، 5 - به ترتیب تیرهای دو لبه و چهار لبه.
نکته آخر: پس از برش تخته بعدی، می توان چوب را هر چند بار که دوست داشتید حول محور طولی خود چرخاند. بنابراین هر برش بعدی می تواند جهت داشته باشد:
- به موازات قبلی؛
- عمود بر قبلی؛
- از زوایای مختلف
اره دایره ای سیاهههای مربوط به طور انحصاری برای برش فردی استفاده می شود.
معمولاً جهت های موازی و اغلب عمود بر هم انتخاب می شوند.
برش کنده ها به روش سگمنتال شامل اره کردن یک تیر نازک یا چند تخته از قسمت میانی کنده می شود و از طرفین 2 صفحه به دست می آید. سطح مقطعبه شکل قطعات
در آینده می توان این صفحات را به دو صورت اره کرد: با ایجاد برش های عمود بر روی صورت (بیشتر محصولات اره شده شعاعی به دست می آید) یا اره موازی بر اساس صورت (محصولات اره شده مماس بدست می آید). اولین نسخه از قطعات بر روی قاب های کارخانه چوب بری برای به دست آوردن الوارهای شعاعی استفاده می شود که بر اساس این طرح می توان برش را به صورت جداگانه انجام داد.
اره کردن کنده به روش دوم یک سگمنت از نظر موقعیت هندسی تفاوت چندانی با اره زنی ندارد، اما برش صفحات در این حالت فقط به صورت جداگانه قابل انجام است.
برش کنده ها به روش سکتور: ابتدا کنده را به 4-6 عنصر برش می دهند که در صورت برش مقطع، شکل سکتور به خود می گیرند. هر بخش جداگانه متعاقباً در جهت های شعاعی یا نزدیک به آن به تخته ها اره می شود.
بازگشت به مطالب
با استفاده از یک ضمیمه عمودی، کنده ها را به صورت تخته برش دهید

در اینجا ذکر این نکته ضروری است که در این مورد نیازی به برش حرفه ای الوارها با حداقل مقدار ضایعات نیست. اگر مزرعه دارای اره برقی با اتصال ویژه برای برش طولی سیاهههای مربوط باشد، می توان از بسیاری از مشکلات جزئی جلوگیری کرد. به عنوان مثال، برای نصب یک سوراخ در یک سوله، به چندین تخته نیاز دارید. در همین حال، در باغ، یک درخت سیب کهنسال خشک شده بود. با استفاده از نازل وجود دارد فرصت مناسبمواد گم شده را دریافت کنید
برای برش طولی کنده ها، اره برقی دارای دستگاه های عمودی و افقی است. ساده ترین گزینه شماره 1 است. یک آداپتور به میله در پایه اره متصل شده است. نوار راهنما حرکت مستقیم آداپتور را تضمین می کند. کل ساختار به یک تخته متصل شده است که به عنوان یک توقف برای ایجاد برش و در عین حال به عنوان راهنما عمل می کند. دقت چنین دستگاهی کم است: فقط می تواند تخته های ناهموار یا سیاهه های مربوط به شکل مربع ساده را برش دهد. اگرچه دستگاه وظیفه دیگری ندارد.
بازگشت به مطالب
اره افقی با اره برقی
اره کردن سیاهههای مربوط با دقت بالاتر به لطف ساختار افقی امکان پذیر است، که یک قاب سفت و سخت است که در دو مکان - در انتها و در پایه آن به نوار اره برقی متصل شده است. در این حالت می توان نقاط بست را با تنظیم عرض برش مورد نظر جابه جا کرد. به طور طبیعی، چنین دستگاهی برای اره کردن سیاهههای مربوط به قطر کوچک طراحی شده است برابر طوللاستیک ماشین.
ضخامت مورد نیاز تخته ها را می توان با استفاده از یک عنصر راهنما تنظیم کرد. انجام اولین برش افقی چوب نسبت به بقیه دشوارتر است. برای به دست آوردن یک برش یکنواخت چوب، یک قاب راهنمای اضافی به چوب متصل می شود که به عنوان پایه ای برای توقف عمل می کند. در مراحل بعدی برش سیاهههای مربوط به تخته سطح پایهبرای توقف، و همچنین برای راهنما، باریکتر بیرون زده است سطح صاف، در برش قبلی به دست آمد.
مهم است که توجه داشته باشید: مهم نیست که چقدر تلاش می کنید تا ضایعات را به حداقل برسانید، مانند یک کارخانه چوب بری معمولی کار نمی کند. برای شروع، لاگ باید داده شود شکل مربع، اره کردن قسمت بالااز همه طرف و تنها پس از این آنها شروع به برش سیاهههای مربوط به تخته می کنند.



